GYZ/GJZ板式橡膠支座產品檢測標準
廠家24小時咨詢熱線:18231877770(微信), 聯系人:王經理,辦公室電話:0318-5239850

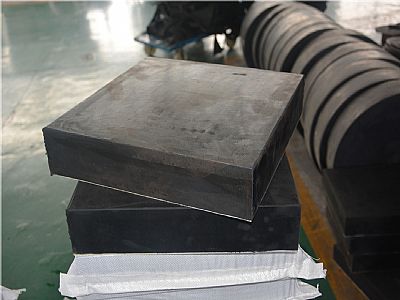
GYZ/GJZ板式橡膠支座生產過程
(1),鋼板下料要保證尺寸要求,尺寸小了會降低支座的承載能力,太大了會 減少側保護層的厚度,易產生露鐵,使用中側保護層易產生老化龜裂。另外,要控制下料的毛刺,過大的毛刺如在后序不能消除,在支座安裝后,壓縮及剪切變形時均使鋼板中間膠層向外流動,由于毛刺阻礙膠的流動,易撕裂橡膠而形成空洞(內裂)。
鋼板的表面處理宜采用拋丸,將表面氧化皮除凈。不宜采用酸洗,酸洗除污染 環境外,還易生銹,加水洗、中和、烘干(甩干)工序時,又使工藝復雜,質量穩定性差,還易形成氫脆,降低鋼的力學性能。
鋼板一定要校平,以保證支座內中間膠層厚度均勻。表面處理和校平后,除檢 查表面粗糙度、潔凈度和平面度外,還要看是否帶有毛刺。 鋼板涂粘接劑時,除保證涂前的潔凈外,更要保證涂刷均勻,涂后不被污染和受潮,要干燥后方可使用。
(2),膠料在配制時一定要稱量準確,否則再科學的配方設計,再嚴格的工藝控 制都沒有用。膠料要車車檢,合格否做好標識,防止用錯。
每層膠片的用量一定要準確,如果膠片的厚度控制的很好,可按尺寸下料。如 果厚度控制不合適,每層膠片要按所需重量進行稱量,一片不夠需要添加時,添的膠要均分成幾塊硫化,以免鋼板傾斜或變形。如果膠層厚需減少重量,要在邊緣部位均勻地去膠,以保證支座分層均勻。支座的每一層均相當于一個板式支座,分層不均勻時相對于把不同形狀系數的支座疊在一起使用,形狀系數小的(膠層厚的)抗壓彈性模量小,變形大,會早期失效。
(3),硫化時一定要嚴格按工藝進行。硫化壓力直接影響硫化橡膠的性能。另 外,對于硫化的溫度和時間也要特別注意控制,特別在寒冷天氣時,由于環境溫度低,設備和模具散熱快,在工藝上和夏天一樣的溫度和時間要求,有時可能產生欠硫。
設計氟板支座模具時要注意儲脂坑的方向。



24小時咨詢熱線:
18231877770

QQ在線咨詢:
2524029391

微信號:
18231877770